




















Данная статья продолжением (расширением) статьи http://infostart.ru/public/451947/
Здесь детально рассмотрим, как в 1С:ERP планировать параллельно загружаемые рабочие центры (печи, окрасочные камеры и пр.).
Учтем особенности работы таких рабочих центров:
- ограничение по загрузке (объем, вес и пр.),
- различные режимы работы (температурный, влажностный и пр.),
- фиксированное время выполнения операций (отличается у разных режимов).
При создании НСИ будем обращать внимание только на ключевые моменты, подробнее о вводе и настройке НСИ можно почитать в основной статье.
ВВОД НСИ
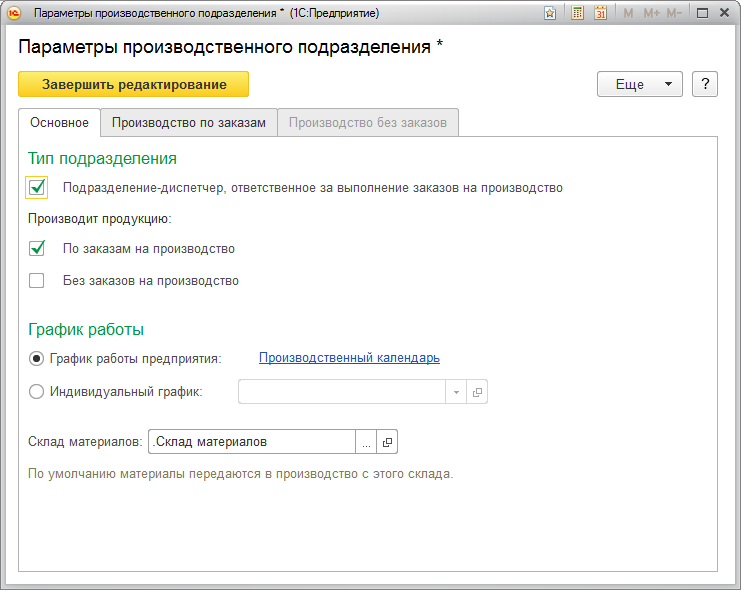
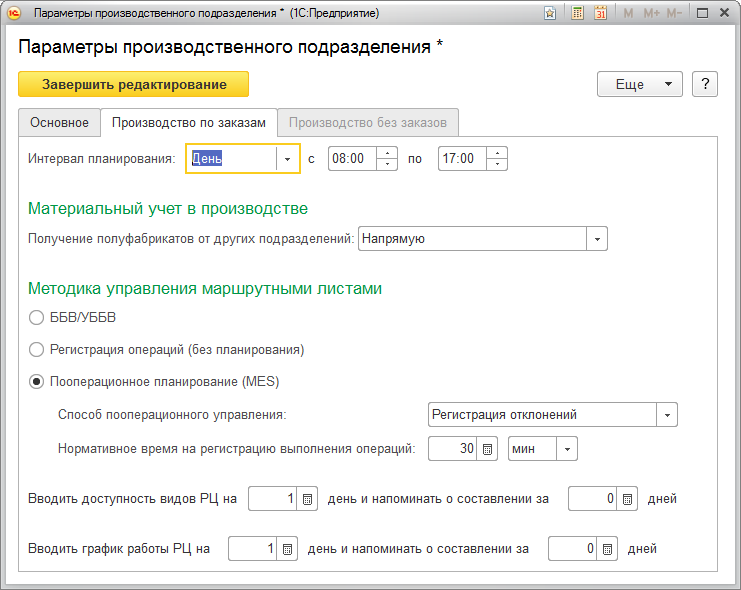
Создадим подразделение Цех закалки стекол, производит продукцию по заказам, является диспетчером, методика управления маршрутными листами – Пооперационное планирование MES.
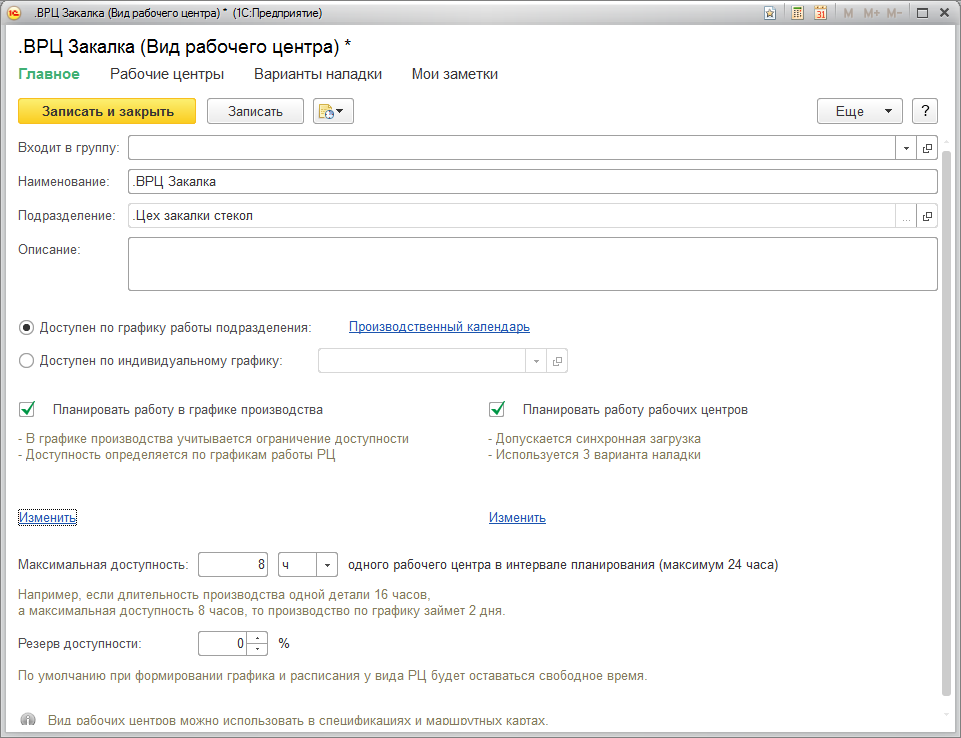
Создадим Вид рабочего центра ВРЦ Закалка:
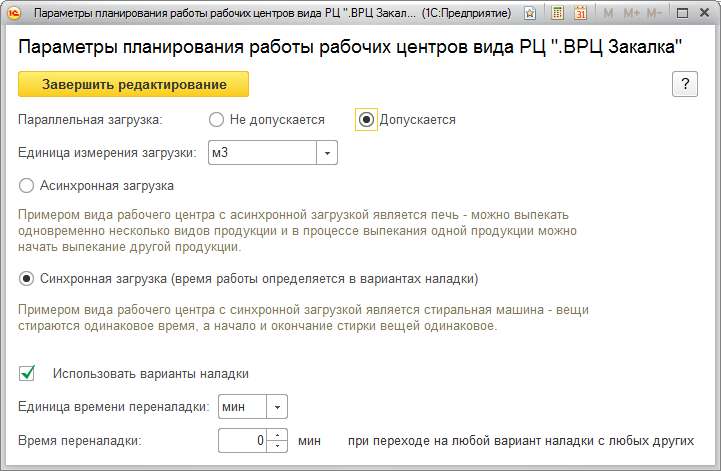
В настройках планирования работы рабочих центров укажем, что Допускается синхронная загрузка, Единица загрузки – м3, применяется Синхронная загрузка материалов, используем различные варианты наладки (для нас это будет температурный режим), время работы будет указываться для каждого варианта наладки:
Добавим режимы работы. Для этого перейдем в Варианты наладки вида рабочего центра и добавим 3 варианта:
- Закалка при температуре 150°С – продолжительность 90 минут
- Закалка при температуре 200°С – продолжительность 60 минут
- Закалка при температуре 250°С – продолжительность 30 минут

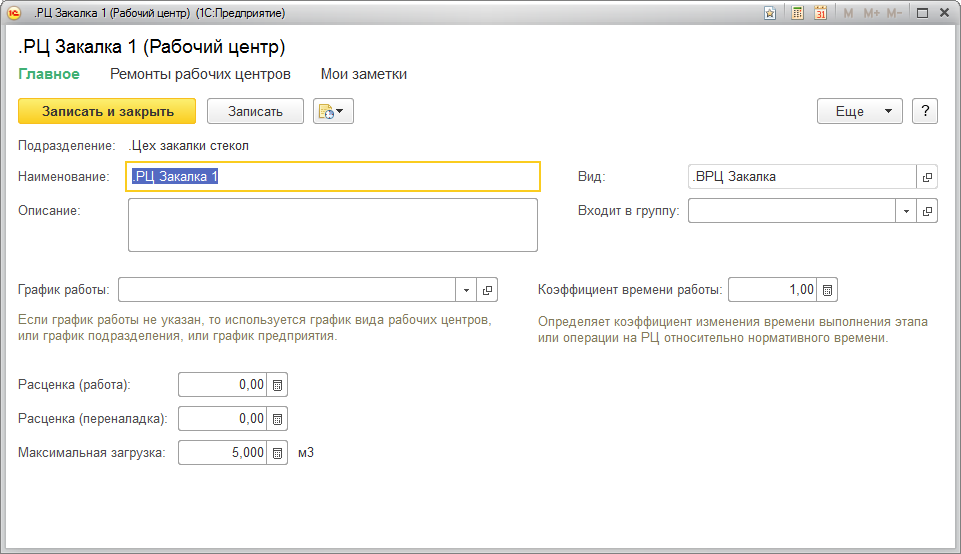
Создадим рабочий центр РЦ Закалка 1 для нашего ВРЦ, укажем максимальную загрузку 5 м3 – это и будет объем нашей камеры:
Теперь введем изготавливаемую продукцию и материалы. Предварительно создадим Вид номенклатуры Стекло, после чего введем элементы номенклатуры с этим Видом:
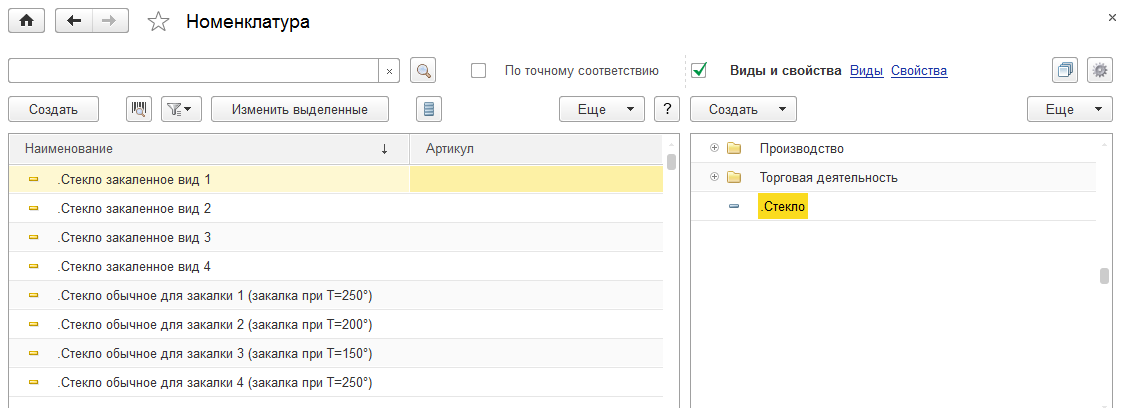
Как видно из скриншота, есть 4 позиции изготавливаемой продукции, а также 4 позиции потребляемого материала, все единицы измерения – штуки.
Стекла 1, 2 и 3 имеют разный режим закалки. Стекло 4 закаливается в том же режиме, что и Стекло 1 (250 градусов).
Поскольку загрузка камеры определяется объемом в метрах кубических, представим, что стекла 1, 2 и 3 занимают объем 1 м3. Стекло 4 занимает двойной объем — 2 м3.
Для планирования производства создадим необходимую производственную НСИ – маршрутные карты и ресурсные спецификации.
Создадим Маршрутную карту Стекло закаленное вид 1 (закалка при T = 250°).
Выходное изделие – Стекло закаленное вид 1 – 1 шт.
Потребляемый материал – Стекло обычное вид 1 – 1 шт.
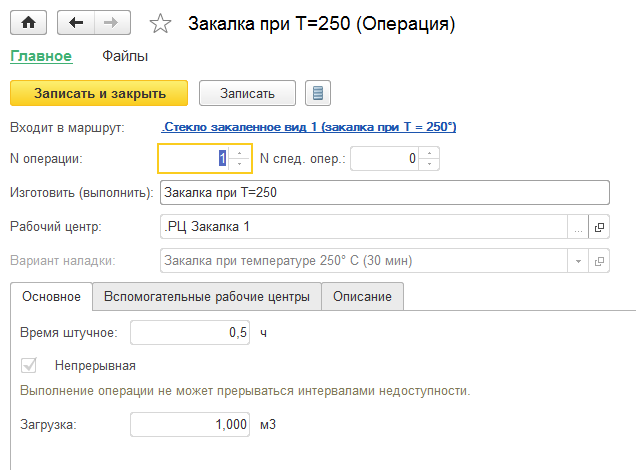
Добавим операцию – Закалка при T=250, выберем РЦ Закалка 1, вариант наладки Закалка при температура 250°C (30 мин). Время выполнения установится автоматически. Также устанавливаем, что операция непрерывная (нельзя прервать операцию закалки на обед или на ночь).
Исходя из условий, для нашего стекла вида 1 загрузка РЦ составляет 1 м3.
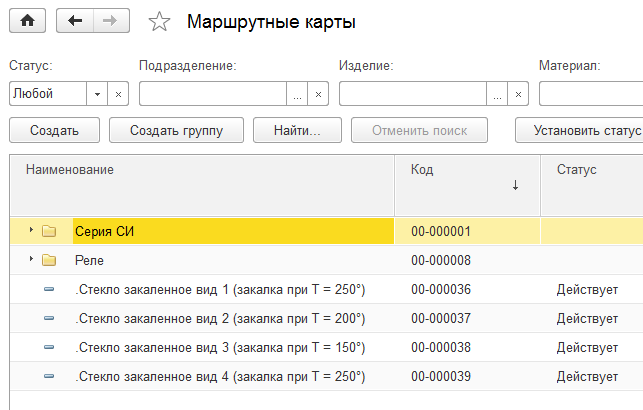
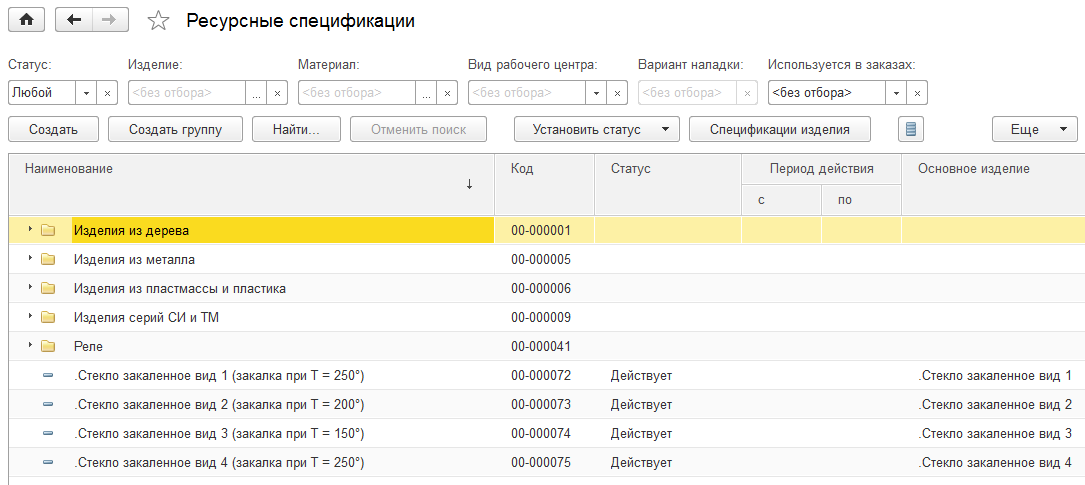
Аналогично необходимо заполнить маршрутные карты для всех видов стекол, и перевести их в статус Действует:
Далее создадим ресурсные спецификации и заполним по маршрутным картам:
Также для планирования графика производства не забываем заполнить доступность ВРЦ.
ПЛАНИРОВАНИЕ
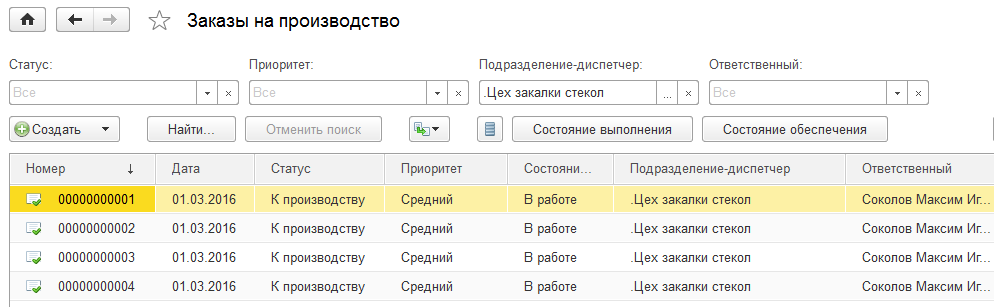
Итак, для примера создадим 4 заказа на производство, один заказ на каждый вид стекла (каждого вида стекла по 20 шт.). На примере – заказы должны быть выполнены в течение недели (начать не ранее 14.03.2026 — срок 18.03.2026):
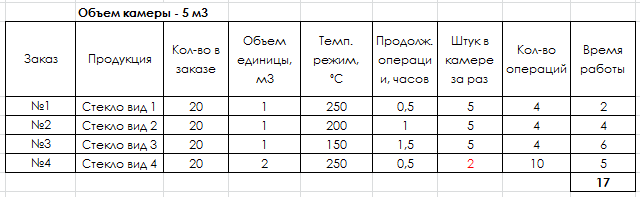
Как видно из таблицы – Стекла вида 1, 2 и 3 кратны объему камеры, и для выполнения закалки 20 шт. в камере объемом 5 м3 потребуется по 4 полные загрузки камеры.
Стекло вида 4 имеет объем 2 м3 – соответственно полностью камеру заполнить не сможет, в связи с чем потребуется 10 полных загрузок.
Исходя из количества операций и продолжительности каждой операции – для выполнения всех заказов нам потребуется 17 часов работы РЦ.
Введем заказы на производство в систему, рассчитаем график производства:
Сформируем маршрутные листы.
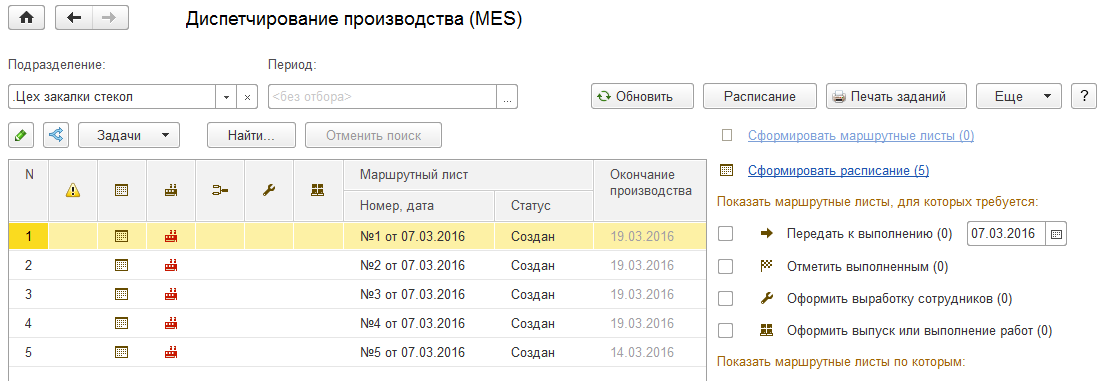
Перейдем к формированию расписания и нажмем Рассчитать:
Как система построит расписание рабочего центра?
Если по заказам 2 и 3 все просто – они выполняются в отдельных температурных режимах, то заказы 1 и 4 стоит рассмотреть подробнее:
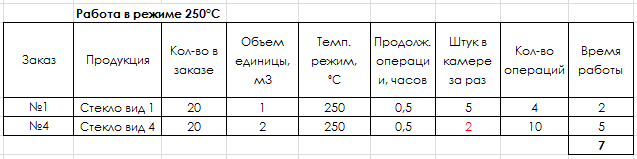
При неоптимальной загрузке работа камеры (в режиме Т=250) объемом 5 м3 схематично будет выглядеть следующим образом (одна строка – один м3):
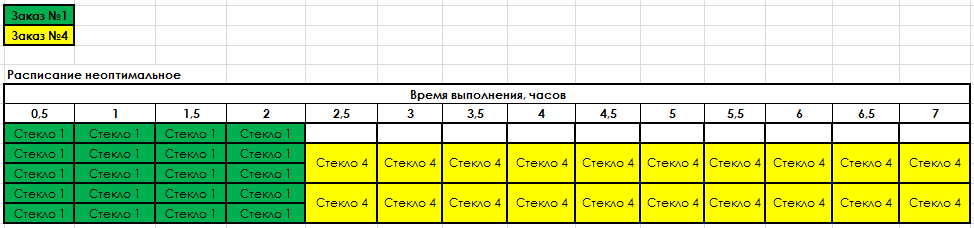
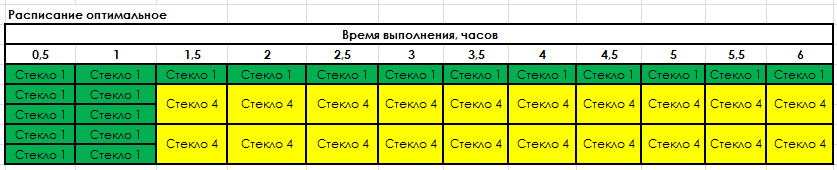
Оптимальным же будет следующее расписание (при котором РЦ полностью загружен, экономия одного часа работы):
Перейдем к рабочему месту Пооперационное планирование и построим расписание. Информация по операции доступна при наведении курсора:
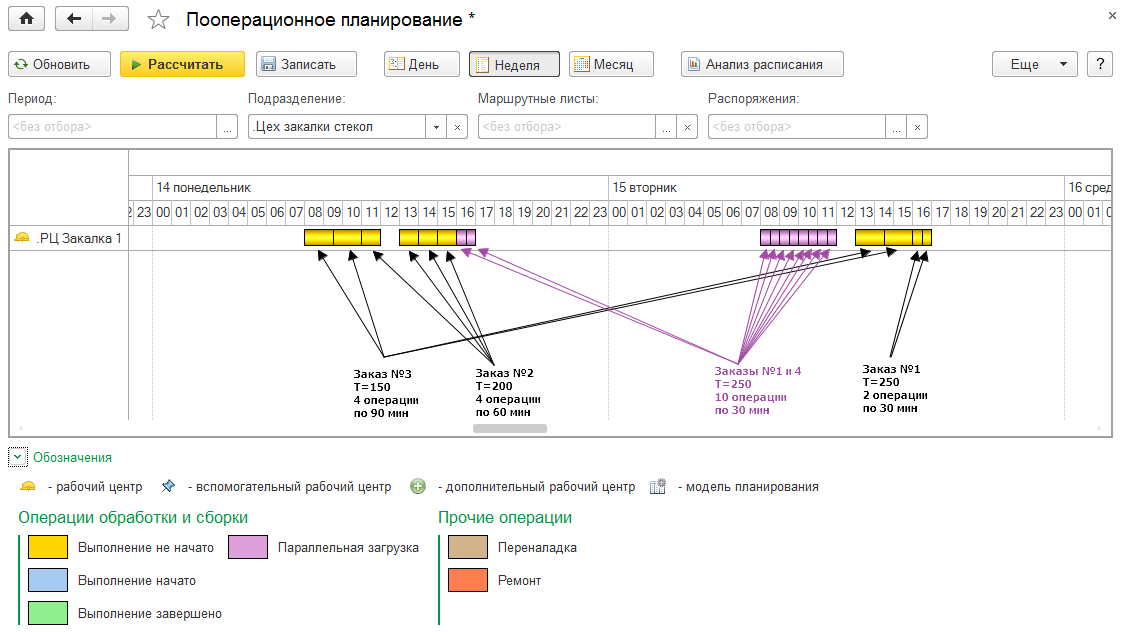
Как видно из графика, системой распланировано:
- 4 загрузки в режиме Т=150 (для заказа №3)
- 4 загрузки в режиме Т=200 (для заказа №2)
- 10 параллельных загрузок в режиме Т=250 (для заказов №1 и 4)
- 2 загрузки в режиме Т=250 (для заказа №1)
Исходя из схемы, представленной выше, можно сделать вывод, что именно такое расписание является оптимальным.
При двойном щелчке по параллельной операции система расшифрует ее до маршрутных листов (при щелчке по обычной операции – открывается маршрутный лист):
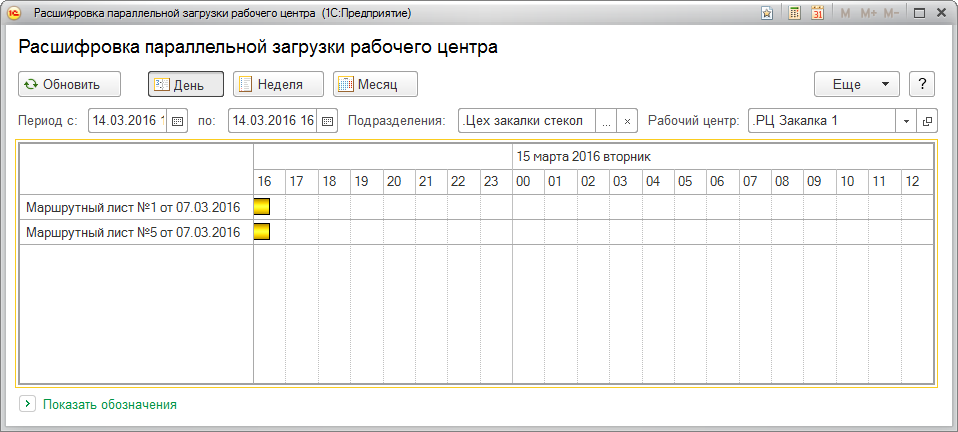
Таким образом, программа 1С:ERP «Управление предприятием 2.1» позволяет в полной мере реализовать планирование рабочих центров с параллельной загрузкой.



Смотрим на таблицу, где планируется стекло 1 и 4 работа в режиме 250, фактически будет выполнятся закалка 2 стекла вида 4 и 1 стекло вида 1, и затем будет выполнена закалка остальных стекол, если выполнять закалку по вашей схеме то будет выполнено много лишних операций, что приведет к увеличению затрат. При закалке всегда в камеру заправляют по максимум в противно случае закалка изделий будет просто не выгодна.
(1) alex_sh2008, так там и так все по максимуму забивается, камера же не резиновая в примере, а всего 5 м3 или я вас не понимаю возможно
(2) Brawler, Читайте внимательно статью, а особенно исходные данные
(3) alex_sh2008, лучше конкретно укажите, что вы имеете ввиду, а то это сродни как у мена на работе некоторые бухи поступают изголяясь над другими, увидели где нить запятую не там и пихают назад документ, иди мол ищи ошибку.
(4) Brawler, Есть стекла вид 1 и вид 4, которые закаляются при одном режиме при том 2 стекла вида 4 и стекло вида 1 умещаются в камеру по объему, их мы и закалим в первую очередь, оставшиеся мы закалим потом, с учетом этой компоновки мы сокращаем общее количество циклов закалки, по мимо знания программ надо знать реальное производство, тогда будет все прозрачно и понятно, ходите чаще в производство и общайтесь с непосредственными исполнителями, а не с бухгалтерами
(6) Brawler, В начале делал заказы с закалкой по минимальной температуры в сторону увеличения, во вторых, ни кто не останавливает печи на обед, если их запускают то запускают на весь день или сутки, что бы исключить время на разогрев печи каждый раз, и как я уже писал что в начале сделал изделия 3, затем 2 и уже в конце 1 и 4. Если сюда добавить параметры доставки, то требуется синхронизация техпроцессов согласно первоначальному плану закалки, и в зависимости предыдущих операций маршрутов может изменится порядок закалки, смотря что критично, скорость исполнения заказа или экономические показатели. В любом случае система не учитывает как параметры заказов, так и параметры оборудования, такое планирование в реальном производстве даже близко не будет стоять с реальностью, если взять не стекла а детали машин и оборудования, где закалке подвергаются сотни деталей из 10 заказов, притом одна и та же деталь в одном заказе может иметь разные параметры закалки.
(7) alex_sh2008,
Для варинатов наладки укажите время переналадки с одной температуры на другую — система это учтет и «правильно» расставит температурные режимы.
Для того и ставим галочку операция непрерывная, а то что график для РЦ можно поставить и без обеда (какой угодно) — вы тоже прекрасно понимаете.
Вы говорите о перепланировании расписания, в связи с тем, что есть сбои в поставке материалов, отклонения на производстве и пр. Для этого и перепланируем расписание с учетом фактических данных.
Какие «параметры заказов» и «параметры оборудования» Вы имеете в виду? Приоритет заказов, например, определяется на уровне главного диспетчера.
Какая разница для системы — 10, 100 или 1000?
Здесь был показан принцип работы. В любом случае, если вы захотите автоматизировать, например, завод BMW, потребуются индивидуальные доработки любой программы. При этом, имея тот набор инструментов, который представлен в 1С:ERP, сделать это будет гораздо проще.
(8) 1СERP,
Речь о не том что дописывать программу в любом случае придется, а том как она планирует на базовом функционале, и приведенного примера уже было найдено не оптимальное решение, и судя по всему программа при планировании рассмотрела только 2 варианта, почему не пошла дальше и не сократила время выполнения заказов на этой операции, когда такое возможно. Если на малом объеме планирования можно это заметить, то в реальной работе этого не заметишь, и может в нестись очень большая погрешность.
А вы уже внедряли это решение на заводах уровня BMW, работающих по концепции Just In Time?
Сомневаюсь я что это решение готово для таких заводов.
(9) alex_sh2008,
Решение было найдено оптимальное, условия, которые Вы додумали в систему просто не вводились.
Рекомендую заглянуть в статью, прежде чем писать комментарии (этот и все написанные ранее).
Сокращать время выполнения там уже физически невозможно, расписание сформировано оптимальнее некуда.
Не надо сомневаться, версия ERP 2.2 (скоро выход) вполне готова для таких задач.
(10) 1СERP, Ясно, вопросов больше не имею, узнал то что мне нужно, и буду ждать когда выйдет готовый продукт.
(10) 1СERP, не могли бы вы поделится информацией чего там в 2.2 будет нового?
(12) Brawler,
Если говорить про функциональность Производства, то очень коротко изменения следующие:
1. Упрощение процесса управления производством
1.1 Необязательность графика производства, «ручное» управление заказами и этапами
1.2 Необязательность маршрутных листов
1.3 Необязательность спецификаций для заказов на производство
2. Устранение проблем с полуфабрикатами
2.1 Объединение потребностей в в одинаковых полуфабрикатах, производимых «в процессе»
2.2 Решение задач «раскроя», «разделки»
3 Улучшение связности графиков закупок и производства по доступности материалов
3.1 Автоматический пересчет графика производства при изменении плановых сроков поступления
покупных материалов и производимых полуфабрикатов
4 Оптимизация архитектуры для работы с изделиями любого уровня сложности
4.1 Заказ на производство
4.1.1 Становится легким документом обозначения потребности к производству. Содержит
продукцию, которую необходимо произвести
4.2 Этап производства
4.2.1 Отдельный документ планирования и исполнения этапа. При помощи множества этапов
выстраиваются цепочки производства
4.3 График производства
4.3.1Результат размещения этапов во времени. Можно корректировать вручную, можно вообще не
строить график
Может кто-нить скинуть все настройки, связанные с параллельностью в этом примере?
Или «договорить» то, что здесь не описано конкретно, а только подразумевалось.
У меня ну никак не получается повторить этот пример,- 1 и 4 заказы не параллелятся, что уже только не пробовал.
Версия 2.1.2.91.
(14) Ivanovag123, Подозреваю 2 варианта:
1. У вас не правильно настроены графики рабочих центров и технологические карты
2. Приведенные пример выше был создан не программой а оператором
(15) alex_sh2008, технологические карты? Они тоже есть? 🙂
(16) Ivanovag123, А как вы собираетесь планировать без настройки техпроцесса?
там НЕТ технологических карт. М/б вы имели ввиду МАРШРУТНЫЕ карты? Учите матчасть.
(18) Ivanovag123, Семантика
(13) 1СERP,
коллеги, можете ли привести скриншот настройки спецификаций в данном примере? А именно: закладку «Производственный процесс». Система автоматически не формирует маршрутные листы таким же образом, как и в приведенном примере (5 маршрутных листов на 2 дня).
Соответственно, процесс производства растягивается на 3 дня, т.к. 17 часов работы оборудования система не может вместить в 2 дня — на уровне глобального диспетчера не учитываются варианты наладки.
В результате, и на цеховом уровне оптимальное планирование не получается.
(20) ent.mrv,
В данном примере маршрутный лист был передвинут вручную.
(21) 1СERP, понятно, спасибо.